The basic material of zirconia foam ceramic filter is zirconia ZrO2. The heat resistance temperature of zirconia filter is about 1700 °C, resulting in high strength and high temperature impact resistance.
Cast steel parts are widely used in areas requiring high strength and elongation requirements. Therefore, steel castings are very sensitive to defects caused by impurities. Zrconia foam ceramic filter can effectively remove the impurities that eventually lead to product quality defects (The impurities are mainly composed of non-metallic particles, slag, and refractory fragments) ,which improves the surface quality and mechanical properties of castings and reduces the scrap rate.
The zirconia foam ceramic filter can make the molten steel fill the cavity more evenly, and the molten metal has a high turbulent tendency during pouring. The turbulent flow of the three-dimensional pore structure of the foam ceramic filter is finally converted into a stable laminar flow. The laminar flow has better filling ability to the cavity, thus reducing the impact corrosion of the metal solution to the casting cavity and significantly reducing the rejection rate.
Non-metallic inclusions in castings are the most important factors leading to casting defects. They affect the surface finish, mechanical and processing properties of castings and lead to an increase in rejection rate. Ceramic foam filter products are able to remove inclusions and reduce turbulence to achieve a rapid and stable metal liquid filling flow rate, and thus improve the quality of castings.
The characteristics of zirconia foam ceramic filter of our company are as follows :
* It has a significant filtration effect on all steel grades, including carbon steel, stainless steel, cobalt-based nickel-based superalloy, etc.
* Zirconia material manufacturing is not sensitive to the change of pouring temperature of different steel grades.
* Excellent raw materials and new production technology can ensure stability in product size, meeting the requirements of manual modeling and more efficient mechanized production lines, and ensure that the product quality of the foundry meets international quality standards.
Reference data of flux ( 10PPI )
|
Size(mm)
|
Safe use filter weight (kg)
|
|
50×50×25
|
60
|
|
75×75×25
|
140
|
|
80x80x25
|
160
|
|
100×100×25
|
250
|
|
100×100×30
|
300
|
|
Ф50×15
|
30
|
|
Ф60×15
|
40
|
|
Ф90×25
|
160
|
Common Specification Size ( mm ) :
Ф50 * 15 、 Ф50 * 25 、 Ф60 * 15 、 Ф60 * 25 、 Ф70 * 25 、 Ф80 * 25 、 Ф90 * 25 、 Ф100 * 25 、 Ф100 * 30, etc. (the above are sizes of circular/square filters, shaped filters can also be molded and produced)
Common porosity: 10ppi, 20ppi, 30ppi
More
Zirconia foam filters are typically placed for use within a mold. The mandrel is designed to maximize the front area of the filter while avoiding filter breakage and metal bypass. Also note the difference between carbon steel and stainless steel castings. For specific designs, please contact our service sales engineers.
Pouring system design
In order to prevent the use of zirconia foam filters from affecting the pouring flow, the front area of the filters should be at least 4.5 times the minimum cross-sectional area in the pouring system. It is recommended to use an open casting system with the following ratio of cross sections for each part:
|
1
|
4.5
|
1.1
|
1.2
|
|
Straight casting channel area
|
Filter front area
|
Transverse casting channel area
|
Inner casting channel area
|
In-plant simulation testing of filter sheets for cast steel use scenarios.
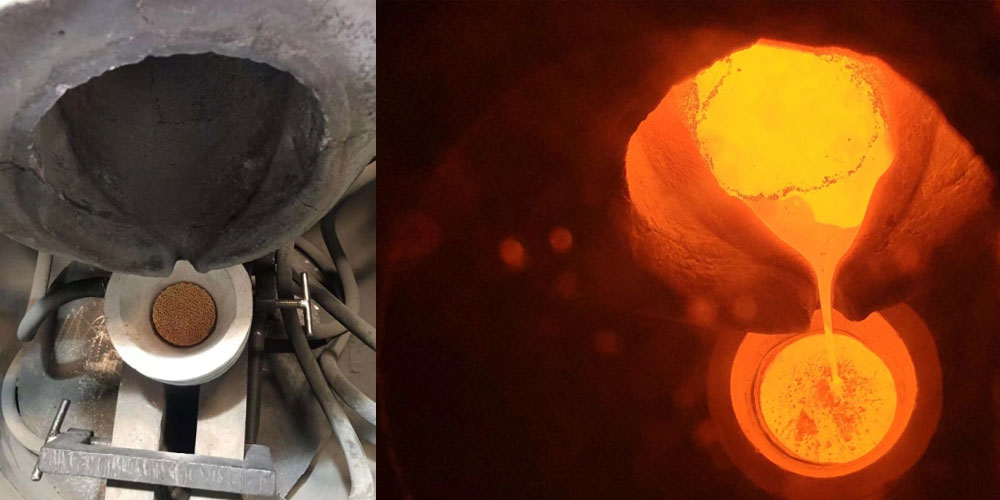
Pouring temperature: 1680℃
Filter capacity and flow rate
The weight of liquid metal passing through a zirconia foam filter before it becomes clogged and the flow rate it can achieve are determined by the type of alloy, the method of deoxidizing, the degree of cleanliness of the liquid metal, the temperature of the liquid metal, and the pouring process. In order to increase the filtering capacity, more than one piece can be used at a time, but also to meet the requirements of the pouring flow rate.
Pouring temperature
The pouring temperature is at least 80°C above the liquidus line. Typical pouring temperatures are 1580°C for carbon steel and 1520°C for stainless steel.
Application to fine casting processes
Zirconia foam filters are usually placed at the bottom of the sprue cup, sometimes also in the casting system.
In-plant simulation testing of filter sheets for cast steel use scenarios.
Packaging and Storage
Product storage and transportation should be shockproof, moisture-proof. When loading and unloading, carry and put them gently to prevent mechanical damage.
The products should be stored indoors according to different kinds of specifications, and the stacking site should be flat, solid and moisture-proof. No other heavy objects should be stacked on top of the products. Packed in carton, internal small box layered, the number of pieces per box see packing list.
The shelf life of the product is five years.
Usage
If the zirconia foam filter is used with irrational design of the core base or exceeds the filtration capacity, the use of temperature may cause its failure try to avoid the direct impact of the liquid metal filter, the direct impact of the filter, the best casting height of not more than 350mm.
Prevent the product from being squeezed and collided during handling and transportation.
Zirconia foam filters are made of chemically stable refractory materials, which are normally non-toxic and harmless. It does not react with the metal liquid and does not produce fumes when pouring. There is also no harmful fumes during sand fall and sand regeneration.






