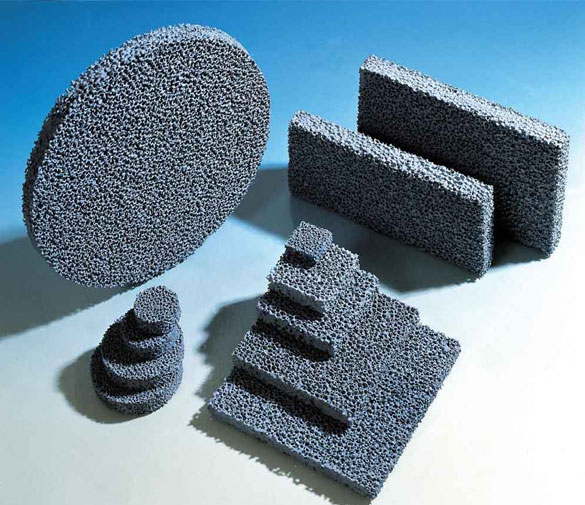
The basic material of foam ceramic filter is silicon carbide. Silicon carbide has excellent strength and high temperature impact and chemical corrosion. It can resist high temperature to about 1500 ° C. Therefore, silicon carbide filter is suitable for the casting of all aluminum alloys, copper alloys and ductile iron gray irons.
Ceramic foam filters can significantly improve the quality of cast iron parts and reduce the rejection rate. They can also be used in the continuous casting and rolling process and can be manufactured in all standard sizes and different thicknesses.
The ceramic foam filter has excellent filtration effect on molten copper or molten iron. The three-dimensional structure is used to effectively remove oxidized inclusions and other non-metallic inclusions by blocking capture adsorption. Whether it is gray iron, ductile iron or shaft, cylinder or complex large, precision hardware parts, our product quality will deliver stable and satisfactory results.
Excellent raw materials and production technology ensure that the foam ceramic filter has a stable dimensional tolerance. The foam ceramic filter produced by Suzhou Dexin Advanced Ceramics Co., Ltd. adopts German imported raw materials and laser cutting process, and meets the requirements of manual modeling and more efficient mechanized production line, and ensures that the products of the foundry factory meet the requirements of international quality standards.
The ceramic foam filter is also suitable for copper and aluminum alloy to reduce turbulence and purify the molten liquid. What is particularly valuable is that the life of copper castings after filtration and purification is significantly prolonged in high-demand or harsh environments such as marine ship turbines and chemical parts, and it also has a good effect on copper castings with surface polishing requirements.
In the traditional copper industry and electrical and electronic copper industry and continuous casting and rolling process, ceramic foam filter also plays an important role. Because copper and alloys, including zinc alloys, have a higher density, resulting in greater thermal shock during pouring, so in the copper casting process, the use of silicon carbide foam ceramic filter generally has strict requirements on the size.
Part of the flux reference data of silicon carbide foam ceramic filter : (circular is equivalent to square )
|
Filtration volume
|
Ductile iron ( ≥ kg )
|
Gray cast iron ( copper alloy ( ≥ kg )
|
|
size ( mm )
|
|
40×40×11
|
15
|
30
|
|
50×50×22
|
30
|
60
|
|
75×50×22
|
75
|
150
|
|
100×50×22
|
110
|
220
|
|
75×75×22
|
110
|
240
|
|
100×100×22
|
200
|
390
|
|
150×150×25
|
400
|
780
|
More
Product Performance
SiC silicon carbide foam ceramic filter with high strength, good thermal stability, large specific surface area and high dimensional accuracy. It is suitable for filtering and purifying ductile iron, gray cast iron, malleable cast iron and all high and low alloy cast iron iron. At the same time can also be used for copper alloy, aluminum alloy and other non-ferrous alloy metal liquid filtration. It has the following advantages:
Wide range of applicable processes, can be used in mass production molding line and single piece small batch manual molding environment.
Maximum operating temperature of 1500°C, and can significantly simplify the traditional pouring system.
Special three-dimensional mesh structure has excellent rectification effect on the metal pro-flow, so that the casting organization is uniformly distributed.
Highly efficient filtration of small non-metallic impurities, to enhance the casting machinability.
Improve the comprehensive mechanical properties of castings, such as surface hardness, tensile, fatigue and elongation properties.
In-plant simulation testing of filter sheets for cast steel use scenarios.

Pouring temperature: 1680℃
Usage method
Selection of size and specification
(1)first according to the weight of the molten iron to be filtered and the following table provides the parameters of the filter over iron, calculate the effective use of the required area of the filter (the area of the front of the metal liquid can pass through the molten iron), the filter's effective filtration area S = G/R, where: G is the total amount of molten metal to be filtered; R is the amount of iron per unit area of the filter, R can be taken as a middle and lower limit to ensure that the filter to leave a certain degree of insurance coefficient. R can be taken as the lower limit to ensure that the filter has a certain insurance coefficient.
(2)Check the calculated effective use area with the flow-blocking area of the casting system, we recommend that the ratio of flow-blocking area to the effective use area of the filter is 1:3 for ductile iron, and 1:2 for gray iron and malleable cast iron.
(3)According to the calibrated effective use area of the filter plus the area of the support side of the filter needs (the size of the support side is generally 5-15mm) to determine the total area of the filter needed, according to the total area of the filter combined with the model specifications of the filter to select the size of the filter and determine the number of filters needed.
(4)In addition to the above methods to determine the size of the filter specifications, can also be based on the weight of the liquid metal to be filtered, the design of the casting system of the number of sprue, each filter of the amount of iron and model specifications to determine the size and number of filters.
(5)The greater the thickness of the filter, the better the strength and the higher the filtration efficiency, but the higher the cost of its use. Considering from the most suitable strength and filtration efficiency, the following is generally recommended: when the size is between 40 and 75mm, the thickness is 15-22mm; when the size is between 75-120mm, the thickness is 22-25mm; when the size is between 120-150mm, the thickness is 25-30mm; when the size is >150mm, the thickness is 30-40mm.
Selection of aperture
Selection of the filter aperture mainly considering the need to filter the metal liquid material, pouring temperature, casting size, the purity of the molten metal liquid foundry to determine the situation. There are differences in the fluidity of the metal liquid of different materials, so the size of the selected aperture is also very different. Silicon carbide-based foam ceramic filter pore size (the number of holes per inch of product, ppi, now commonly used in three specifications: coarse pore size (10PPI, 15PPI), medium pore size (20PPI), fine pore size (30PPI) (PPI: average number of holes per inch of length).
Ductile iron parts generally use 10ppi and 15ppi products, gray iron and cast copper parts generally use 15ppi and 20ppi products, aluminum alloy castings generally use 20ppi and 30ppi products. Malleable cast iron generally use 30ppi products.